

In 2005 the machinists at VanDerZwaag Machining & Development began using Mastercam V9 for their CAD/CAM programming. Today they are caught up with the most current release, Mastercam X9, and are using it for Milling, Turning, and Wire EDM. Their family-run shop, previously known as VanDerZwaag Moulds and Dies, cuts a wide variety of highly specialized parts out of a wide variety of materials including plastics, stainless steel, and aluminum. With every job being so different, the time it takes to program and machine can quickly add up, but the Van Der Zwaags have found a more efficient method in Mastercam’s Dynamic Motion Technology. Through the cutting of 3 different parts, we had the chance to see the difference that Dynamic makes firsthand and hear about how it keeps VanDerZwaag competitive.
Company History
Originally hailing from Holland, Roelf VanDerZwaag worked in a variety of manufacturing settings, including the launch of a family business and an apprenticeship at the Phillips factory in Eindhoven. Upon immigrating to Canada, Roelf returned to his entrepreneurial roots and founded a home-based business serving the plastics and machinery industry. Incorporated in 1958 as VanDerZwaag Moulds and Dies Inc., the company quickly adapted to be able to thrive in the Canadian market as Roelf began to teach his son Ron the trade, eventually bringing him on full-time in 1975. Staying true to the family, Kevin VanDerZwaag, now the third generation, is at the helm of the company and has been for over 20 years, specializing in CAD, CNC, and machining. To compete with the rising number of foreign competitors tapping into the Canadian moulding market, the company pivoted in 2006 to become VanDerZwaag Machining and Development. Since then they have been highly successful in their acute focus on highly specialized fixtures, prototypes, and components.
Part 1
The first part Kevin machined during our visit was a holding fixture on a Haas OM2. The material, a sturdy plastic known as UHMW, can often be stringy and is notorious for chip wrap. With the use of Dynamic, however, Kevin has noticed a significant decrease in the creation of these messier, stringy chips. Mastercam’s Dynamic Motion can help the machinist identify if a tool is working as it was designed, as indicated when there is a consistent chip load and the chips coming off the material are virtually the same in terms of size and weight. Coloration is also an indicator: all chips should look the same indicating that there is little to no temperature variation between each chip. Kevin is particularly enthusiastic about radial chip thinning for all materials, but really sees its benefit in cases like this.
Part 2
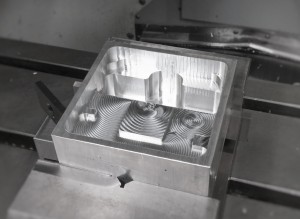
 We moved on to a Haas Super Mini Mill 2 where a storage rack was being cut out of Mic 6 Cast Aluminum that measured in at a thickness of 3/8”. With the use of Dynamic the tool was able to quickly move through the material, reaching a spindle speed of 10,000 RPM and a 264 IPM feed rate. With conventional cutting, this process would require a fixture plate to prevent any excessive shaking and the cutting itself would be incredibly loud. In this case, however, no fixture plate was required and the noise level was dramatically reduced. When using Dynamic Motion, if a consistent chip load is maintained, the sound of the cut will be consistent no matter where you are in the part. And most of all, if the tool is removing the exact chip size it was designed to shear, you will achieve the maximum tool life possible. For Kevin, not needing to create a fixture plate shaved several hours off the original process, and the increased speed of the cutting itself puts no extra wear on the tool in use.
We moved on to a Haas Super Mini Mill 2 where a storage rack was being cut out of Mic 6 Cast Aluminum that measured in at a thickness of 3/8”. With the use of Dynamic the tool was able to quickly move through the material, reaching a spindle speed of 10,000 RPM and a 264 IPM feed rate. With conventional cutting, this process would require a fixture plate to prevent any excessive shaking and the cutting itself would be incredibly loud. In this case, however, no fixture plate was required and the noise level was dramatically reduced. When using Dynamic Motion, if a consistent chip load is maintained, the sound of the cut will be consistent no matter where you are in the part. And most of all, if the tool is removing the exact chip size it was designed to shear, you will achieve the maximum tool life possible. For Kevin, not needing to create a fixture plate shaved several hours off the original process, and the increased speed of the cutting itself puts no extra wear on the tool in use.
Part 3
The final part being cut was an electrical housing on a Super Mini Mill 1 out of 6061 aluminum. There have been recurring orders for this particular part, and in the past Kevin would be able to mill ten units with one tool. Using Dynamic, Kevin stated that he could easily do 30 pieces before the tool would wear out, and better yet, the cycle time has decreased by 300%. This was all done with a 5/16” endmill performing a 25% stepover and a 1/2” endmill performing a 10% stepover at a .850” depth of cut. When compared to Kevin’s traditional machining methods the side load on the tool is now greatly reduced (from 50% step-over to typically 25% or less) and there is also less load on the spindle. With less load on the spindle/machine, you can typically expect fewer maintenance issues and reduced wear and tear on your machines. Additionally, a lighter side load can have lower horsepower requirements, and with faster material removal rates, you could potentially run some jobs on lighter-duty or lower horsepower machines if necessary.
As Dynamic Motion technology continues to become increasingly popular these are the types of success stories we continue to hear. Cycle times are consistently reduced at no extra risk to the tool when cutting even the toughest of materials, leading to increased profitability for companies of all sizes. In-House Solutions is proud to be able to help companies like VanDerZwaag Machining & Development achieve these results. If you think you could benefit from Dynamic Motion technology and would like to learn more, email us at [email protected] or read more here.
About the Company
VanDerZwaag Machining & Development (http://www.vdzmade.ca/) provides highly specialized fixtures, prototypes and components, and are set up for a wide range of materials including stainless steels, aluminums and exotic engineered plastics. Their equipment includes CNCs with up to 75,000 RPM spindle speeds, EDM equipment, and both wire and CNC Sink EDMs. They’ve also recently added 3D printing to their lineup of services, enhancing their one-stop shop capability. They make parts with very close tolerances and can produce parts with extremely tight flatness requirements. Alongside their customers, VanDerZwaag builds up a knowledge base about customers’ processes, equipment, and needs in order to arrive at innovative solutions for parts previously thought impossible.





